Welding of aluminum with argon for beginners: step by step instruction. Technology and features of welding aluminum with argon
In the constantly changing conditions of productionthe consumption of metal products increases steadily. There are no spheres of human activity where one could do without such products. One of the most popular, along with steel and cast iron, is aluminum. Very quickly from the precious, rare metal, he turned into a household. To understand the technology of repair or the creation of new products from this material, it is necessary to consider in detail how welding of aluminum with argon for beginners occurs. A step-by-step instruction will help to produce similar processes even at home.
Properties of aluminum
Before proceeding to welding aluminum with argon, a step-by-step instruction for beginners which will be considered below, it is necessary to familiarize yourself with the properties of this material.

Aluminum without impurities conducts a current 4 timesbetter than steel. This material conducts heat with an index of 2.2 W / (cm ∙ K). In steel, for example, it is 0.6 W / (cm ∙ K). This should be taken into account by the master when welding aluminum with argon. For beginners, a step-by-step instruction should be carried out to the smallest detail.
Frequently used alloys are AlMg5, AlMg4, 5Mn. Their thermal conductivity is also higher than that of steel and is about 1.3 W / (cm ∙ K).
The technology of welding aluminum with argon due to thesefeatures does not allow an increase in the speed of the process. Otherwise, the depth of penetration will decrease. The rapid crystallization of the weld pool leads to incomplete gas evolution. This feature of welding with aluminum argon can cause the formation of pores in the seam. Therefore, more current is required than for steel.
Methods of welding with argon aluminum
Welding with aluminum argon, the technology of which was developed using different materials, can be of several types. The most common of these are:
- Welding using a tungsten electrode that occurs in an inert gas atmosphere;
- welding with automated consumption of wire for processing aluminum with argon;
- Welding without protective gases by means of melting electrodes.

An important condition for carrying out the process ispenetration of the oxide film, which is formed on the surface of the workpiece. For this, argon aluminum is welded using alternating or constant reverse current. The process can not be performed on a constant direct current. The oxide film will not be destroyed, cathode sputtering will not occur.
Welding can also be divided by the speed of its execution on MIG and TIG (AC). In the first case, the process is performed 3 times faster, but the quality of the seam is much higher in the second type of work.
Materials
Today, a large number of alloysaluminum. Each has its own physico-chemical characteristics. The filler wire for welding aluminum with argon should be used in a timely manner. If the package is already open, you can not store such products for a long time. Oxidized, the surface of the filler wire will not be suitable for welding aluminum with argon.

Before the process, the surface is cleanedfrom foreign pollutants. Even with a short stay in the air, aluminum is covered with a film of Al2O3 oxide. Such material in the welding process requires the provision of a protective medium from inert gases. For this, argon is used.
But it is better to use this gas in a mixture with helium. This allows you to achieve a greater temperature of the weld pool. This is especially important for thick-walled workpieces. In some cases, aluminum is welded to a semiautomatic device without the use of argon, but only helium.
Also, the use of a mixture of gases makes it possible to obtain a less porous seam.
Equipment for the welding process
Welding with aluminum argon, the technology of which will bediscussed below, involves the use of certain equipment. A TIG AC inverter will be required to conduct the process, which will serve as an alternating current source. It will be necessary to provide a grounding system without fail. Also, before starting work, tungsten electrodes, a filler wire for welding aluminum with argon, are prepared.

In the process, a TIG burner and a coolingblock for it, nozzles, collets with holders and a cylinder with gas. The hose for it must be reliable. The cylinder must be equipped with a reducer for reducing the gas pressure.
Next, an individualprotection system. This welding shield and mask with darkened glass, quality leggings. Professionals like to use the current pedal. For a beginner, this is not a particularly important element, because you will have to pay attention to other things.
Advantages of welding with argon
Welding of aluminum by alternating current argon has a number of features. They favorably distinguish this process from its other varieties provided that the system is correctly used.
Argon during welding will prevent the oxidation of aluminum. This gas displaces oxygen. This approach is universal. Virtually all aluminum alloys can be welded by this method.

In this case, the stability of the arc will be observed. Seams obtained with the use of solder from a wire for welding aluminum with argon, are obtained by using a high-quality apparatus. Therefore, in production conditions, inverters are used only of the highest quality.
At home, only high-end equipment should be used. This will ensure the strength and durability of the finished product.
Type of current
Filler wire for welding aluminum with argonunder the influence of an electric arc melts and creates a seam. In this case, experts recommend the use of alternating current. This is due to the technology of the process.
Welding of aluminum with argon by direct currentpolarity reverse type will clear the oxide film by the cathode method, but this will significantly increase the welding temperature. Because of this, even strong tungsten electrodes will begin to break down.
The direct current of direct polarity is simply not able to break the oxide film, although the arc is more stable. Therefore, only polarity switching can produce a qualitative result of the operation.
Preparatory stage of work
The solder for welding aluminum with argon will lie evenly, and the weld will be stronger if the surface of the material is well prepared before starting work.
First, aluminum must be degreased. To do this, use a solvent, for example, acetone or gasoline. Then, the surface is cleaned from aluminum oxide mechanically or chemically. After the material should dry up, if special means were used.
The mechanically oxide film can be cleaned whenAbrasive brush with metal fibers or sandpaper. This method is applicable at home. At the same time, chemical cleaners are always preferred. The aluminum surface can be etched in an alkali solution, washed with hot and cold water, clarified and finally dried.
Process Rules
Welding of aluminum with argon for beginners, step by step instruction which will allow you to perform work at home, uses electrodes made of refractory tungsten.
In them very often there are additional impurities, allowing to increase the strength and quality of the final result.
The main rule, which should be followed in the work, is the location of the wire. It must always be in front of the electrode. It can only be moved along the seam.
The welding itself can be made in different positions in space.

To control the process and to be able to perform work of increased complexity, the apparatus regulates the frequency of the alternating current and the balance.
Recommendations of specialists
Specialists note the features of welding aluminum with argon, which must be taken into account by beginning masters.
The electrode is located as close towelded surface. This will contribute to the formation of a minimum arc. Wire should be fed smoothly, otherwise sharp jerks will lead to splashing of the material.
The stability of the arc provides a verticalelectrode position. The welding speed should be large. The quality of the final result will depend on this indicator. In order for the seam to be smooth and stable, before starting the work, the beginner should be trained in welding skills.
Instructions for the process
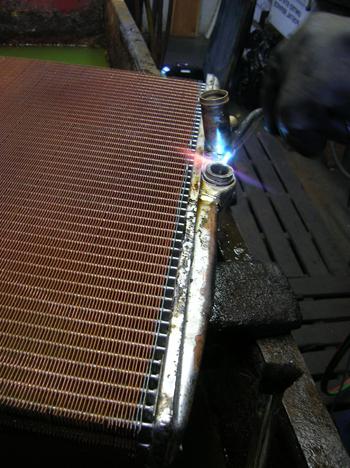
The apparatus for welding aluminum with argon initiallygives a "mass" to the workpiece. In the left hand the master should take the wire, and in the right hand - the burner. When the button is pressed on the equipment, the current turns on and gas starts to flow. An arc arises between the surface of the workpiece and the electrode. It will melt the filler aluminum wire and the edge of the part. At the same time, a welding seam will appear on the surface.
For an experienced master this process will not be very difficult. For a beginner, it will be important to practice a little.

Adhering to the presented instructions, and also having made some training soldering on the test billet, even a novice welder will be able to perform the work quite qualitatively.
Consumption
The argon consumption for aluminum welding depends on the thickness of the filler wire, and increases according to its diameter. The gas flow rate is set by the float pressure regulator.
If the wire diameter is 1 mm, then argonit will take 12-14 l / min. If the cross section of the solder is increased to 1.2 mm, the flow rate is 14-16 l / min. For an aluminum wire with a 1.6 mm diameter of inert gas, 18-22 l / min will be required.
After the end of the welding process, argon must still enter the surface of the workpiece for some time. This will protect the seam and cool the electrode guides.
Semiautomatic welding without argon
Some types of work requireapply a higher temperature of the weld pool. In such cases, aluminum is welded with a semiautomatic device without argon. Helium is used for this process. This gas has a greater thermal conductivity, which is an advantage when processing thick-walled blanks.
Without argon, more complete gas evolution occurs,and the seam is obtained practically without pores. Also, this technology is used when welding aluminum with direct current. This method is more complicated, so it is used much less often.
The use of pure helium increases the cost of productionprocess. For welding on walls or ceiling, such an inert gas is simply irreplaceable. It is lighter than air and argon. With the high cost of helium, it is sometimes still used by domestic craftsmen as well as experienced welders.
Having familiarized with technology of carrying out suchprocess, like welding argon aluminum, for beginners step by step instruction will help to perform all the actions correctly. Seriously regarding the work, having studied all the nuances and subtleties of its conduct, it is possible to create high quality seams at home that will last for a long time. This is not an easy process, but with a responsible approach it is quite feasible and interesting.
</ p>